Color Touch Screen
Eliminates the need to correct touch position. Simple operation with a clean window-type dialogue.
We deliver high-efficiency optical sorting with strong market insight and cost-effective machines for packaging plants.
High-definition CCD + consistent LED light source helps identify small defects and supports multiple sorting modes.
Overview
Our machines use transformed color space sorting for complex color material. A simple optical system combined with accurate automatic calibration supports reliable operation.
The human-machine interface simplifies operation and reduces training time. Flexible processing allows quick customization of image processing algorithms.
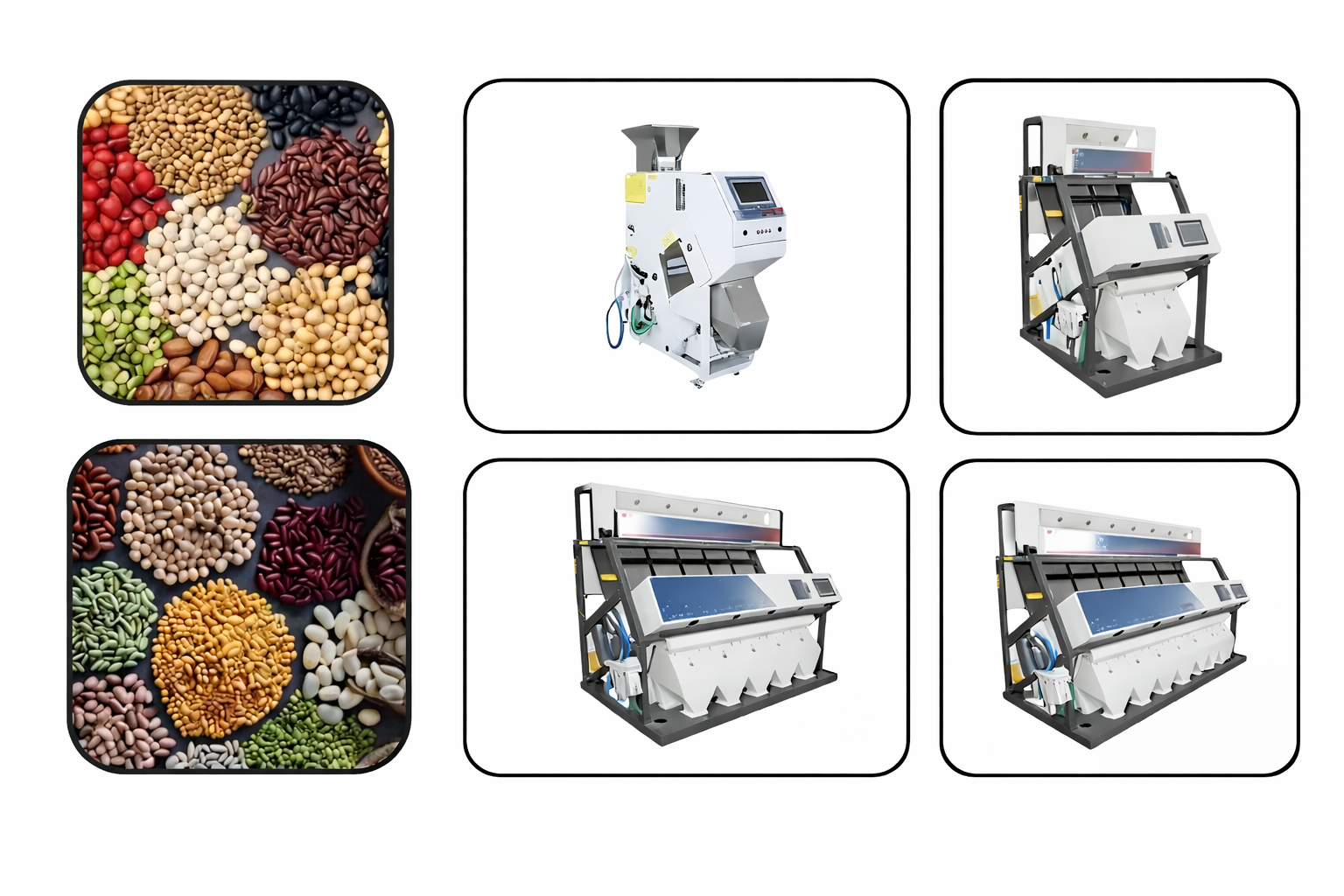
Color Sorting Machines
Designed to support complex color materials with stable optical performance and flexible algorithm configuration.

Six key advantages designed for stable performance, accuracy and ease of operation.
Eliminates the need to correct touch position. Simple operation with a clean window-type dialogue.
High-definition images and stable performance for positive selection, reverse selection and re-selection.

Controls air flow and direction accurately. Practical and durable for continuous processing.
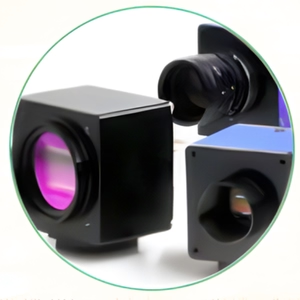
High-resolution CCD and quality optical lens recognize small impurities with strong acquisition and processing.

True value comes from quality service. We support customers with responsive technical guidance and spares planning.

Built for long life, stable output and efficient air usage to reduce faults and improve reliability.
Share your product type, capacity requirement and defect types. We will guide configuration and supply.
Typical Applications
Common use across grading and quality control for food processing and selected recycling lines.
Removes discolored grains and impurities to improve purity and grade consistency.
Improves output purity by removing defects and foreign particles.
Supports premium packaging by reducing defects and improving appearance.
Stable sorting helps maintain consistent quality and output grade.
Removes unwanted particles and improves consistency.
Color-based separation for selected flakes and pellets workflows.
About us
iEngineering supports industrial and energy solutions across Australia, Fiji, and India. We provide engineering guidance, documentation support, and supply coordination for plant and machinery products.
To enhance efficiency, ensure quality control, and deliver customer satisfaction through innovative engineering solutions aligned to global standards and sustainable outcomes.

To be a trusted engineering partner across Australia, Fiji, India and the Pacific delivering intelligent, resilient and low-carbon infrastructure.
We operate with integrity, safety and accountability focused on practical innovation, clear communication and long-term partnerships.
Our Journey
Founded in 2013, iEngineering Australia delivers a comprehensive range of high-quality electrical and energy hardware solutions tailored for Australian and Pacific conditions. From design and engineering to manufacturing, testing, and commissioning support, we ensure every product whether switchboards, transformers, oil filtration machines,Packaging Plant, Color Sorting Machine ,solar systems, or EV chargers is safe, reliable, and built to last.
Where We Operate
iEngineering Australia operates across Australia, Fiji, and India, delivering reliable technology and asset management solutions to organisations of all sizes from local enterprises to large multinational companies.
Phone: +61 (02) 8318 1490
Email: enquiries@iengaust.com.au
Warawara Cct, Quakers Hill NSW 2763, Australia
View mapPhone: +91 9168627258
Email: shila@iengaust.com.au
Navale IT Zone, Office No. 501, 5th Floor, A-Wing, Near Navale Bridge, Mumbai-Bangalore Highway, Narhe, Pune – 411041.
View mapPhone: +679 9488589
Email: enquiries@iengaust.com.au
Suva, Fiji.
View map